Erstelle deine Teile
- Teilen
In diesem Bereich erfahren Sie mehr über unseren Kunststoffspritzguss-Service und erfahren Informationen rund um den Spritzgießprozess.
Wählen Sie Material

Eine Auswahl der am häufigsten verwendeten kundenspezifischen Tiefziehmaterialien ist nachstehend aufgeführt.
ABS (Acrylnitril-Butadien-Styrol) : Sehr verbreitetes Material. Gute Steifigkeit und Schlagzähigkeit. Erhältlich in einer Vielzahl von Farben und verschiedenen Texturen. Erhältlich in den Klassen UL94-V0 (flammwidrig).
ACRYL (PMMA - Polymethylmethacrylat, Plexiglas) : Wasserklares und abriebfestes Material. Leicht herzustellen. Erhältlich in schlagzähmodifizierten Sorten. Viele Farben verfügbar.
HDPE (High Density Polyethylene) : Ausgezeichnete Schlagzähigkeit und chemische Beständigkeit. Gute Kälteeigenschaften. Dimensional nicht so stabil wie andere Materialien.
HIPS (High Impact Polystyrene) : Niedrige Kosten, Formen leicht. In vielen Farben erhältlich. Spröder als ABS.
KYDEX (PMMA / PVC-Mischung) : Gutes Allzweckmaterial, das eine ausgezeichnete Schlagzähigkeit und chemische Beständigkeit in einer hochkosmetischen Folie bietet. Die meisten Sorten sind nach UL94-V0 schwer entflammbar. Erhältlich in vielen Farben und Texturen.
PC (Polycarbonat) : Sehr hohe Schlagzähigkeit. Klar. Hohe Temperaturbeständigkeit.
PEI (Polyetherimid, Ultem) : Material mit sehr hoher Temperatur. Autoklavierbar. Natürliche Bernsteinfarbe.
PETG (Polyethylenterephthalat-Glykol) : klar, mit ausgezeichneter Schlagzähigkeit. Formt sich gut.
PP (Polypropylen) : Ausgezeichnete chemische Beständigkeit. Starre, mit sehr guter Schlagfestigkeit. Gut bei höheren Temperaturen. Aber nicht so stabil wie andere Materialien, ähnlich wie HDPE.
PVC (Polyvinylchlorid) : Hartes Material. Sehr gute Schlagzähigkeit. Flammschutzmittel. Begrenzte Verfügbarkeit.
TPO (Thermoplastisches Polyolefin) : Hervorragende Schlageigenschaften. Erhältlich mit einem Hochglanz-Finish. Gut für Außenanwendungen. Schwieriger zu formen, besonders Tiefziehformen.
Andere Spezialmaterialien sind verfügbar, kontaktieren Sie uns einfach.
Ausrüstung
Spritzgießmaschinen
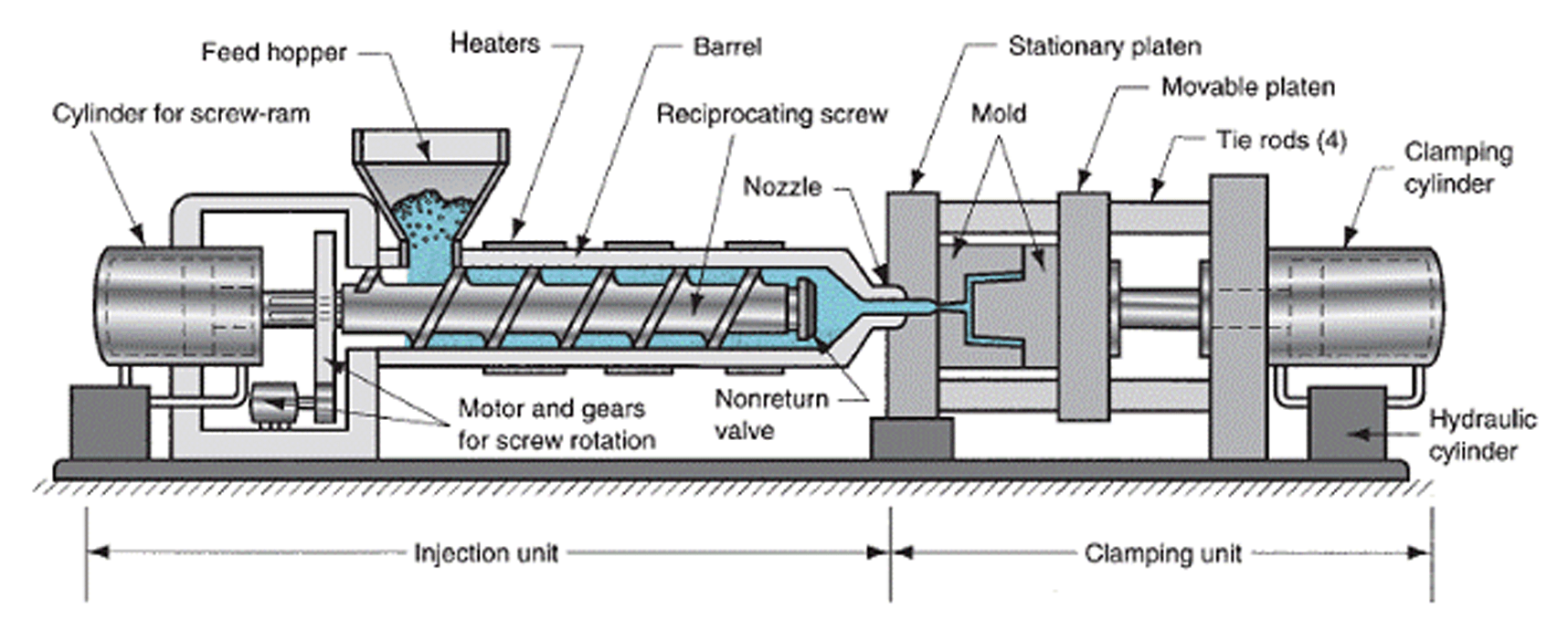
Spritzgießmaschinen, auch Pressen genannt, bestehen aus einem Materialtrichter, einem Spritzkolben oder einem Schraubkolben und einer Heizeinheit. Die Formen werden an der Platte der Formmaschine festgeklemmt, wo Kunststoff durch die Angussöffnung eingespritzt wird, um Spritzgussformen zu erzeugen.
Pressen werden nach Tonnage bewertet, was die Berechnung der Spannkraft ist, die die Maschine ausüben kann. Diese Kraft hält die Form während des Spritzgießprozesses geschlossen. Die Tonnage kann von weniger als 5 Tonnen bis 6000 Tonnen variieren, wobei die höheren Zahlen in vergleichsweise wenigen Herstellungsbetrieben verwendet werden. Die erforderliche Gesamtklemmkraft wird durch die projizierte Fläche des zu formenden Custom-Teils bestimmt. Diese projizierte Fläche wird mit einer Klemmkraft von 2 bis 8 Tonnen für jeden Quadratzoll der projizierten Flächen multipliziert. Als Faustregel gilt, dass für die meisten spritzgegossenen Produkte 4 oder 5 Tonnen / Zoll verwendet werden können. Wenn das Kunststoffmaterial sehr steif ist, erfordert es mehr Einspritzdruck, um die Form zu füllen, so dass mehr Klammertonnage benötigt wird, um die Form geschlossen zu halten. Die erforderliche Kraft kann auch durch das verwendete Material und die Größe des Teils bestimmt werden, größere Kunststoffteile erfordern eine höhere Klemmkraft.
Heute übernehmen elektrische Pressen die typischen hydraulischen Spritzgießmaschinen. Unternehmen, die Spritzgießwerkzeuge herstellen, bevorzugen sie, da sie durch den Einsatz elektrischer Servomotoren einen um 80% geringeren Energieverbrauch und eine nahezu 100% ige Reproduzierbarkeit bieten. Während die Kosten einer elektrischen Formmaschine typischerweise 30% höher sind als bei einer hydraulischen Presse, schließt eine höhere Nachfrage nach Spritzgießformen die Kostenlücke. Es wird geschätzt, dass in den nächsten 20 Jahren hydraulische Spritzgießmaschinen der Vergangenheit angehören werden, da immer mehr Spritzgießunternehmen die Weichen stellen, um wettbewerbsfähig zu bleiben.
Wir haben 80-3000 Tonnen Kunststoff-Spritzgießmaschinen, können wir erfüllen, egal wie klein und wie groß Größen vollständig für die Kunden, können wir Ihnen die Teile in 10 Tagen oder weniger.
Wie funktioniert das Spritzgießen?
Das Materialgranulat für das Teil wird über einen Trichter in einen erhitzten Zylinder eingeführt, geschmolzen unter Verwendung von Heizbändern und der Reibungswirkung eines sich hin- und herbewegenden Schneckenzylinders. Der Kunststoff wird dann durch eine Düse in einen Formhohlraum eingespritzt, wo er sich abkühlt und zur Konfiguration des Hohlraums aushärtet. Das Formwerkzeug wird auf einer beweglichen Platte montiert - wenn das Teil erstarrt ist, öffnet sich die Platte und das Teil wird mit Auswerferstiften ausgeworfen.
Nachdem ein Produkt entworfen wurde, normalerweise von einem Industriedesigner oder einem Ingenieur, werden Formen von einem Formenbauer (oder Werkzeugmacher) aus Metall, normalerweise entweder Stahl oder Aluminium, hergestellt und präzise bearbeitet, um die Merkmale des gewünschten Teils zu bilden.
Spritzgießzyklus
Die Abfolge der Vorgänge beim Spritzgießen eines Kunststoffteils wird als Spritzgießzyklus bezeichnet. Der Zyklus beginnt, wenn sich die Form schließt, gefolgt von dem Einspritzen des Polymers in den Formhohlraum. Sobald der Hohlraum gefüllt ist, wird ein Haltedruck aufrechterhalten, um die Materialschrumpfung zu kompensieren. Im nächsten Schritt dreht sich die Schraube und führt den nächsten Schuss zur vorderen Schraube. Dies bewirkt, dass sich die Schraube zurückzieht, wenn der nächste Schuss vorbereitet wird. Sobald das Teil ausreichend abgekühlt ist, öffnet sich die Form und das Spritzgussteil wird ausgeworfen. Die Spritzgießbetriebe verwenden typischerweise die folgende Formel, um die Zykluszeit von Spritzgießformen zu bestimmen.
Gesamtzeit = 2M + T + C + E
Woher:
(2M) = zweimal die Form öffnen / schließen Zeit
(T) = Injektionszeit (S / F)
(C) = Kühlzeit
(E) = Ausstoßzeit (E)
(S) = Formgröße (in3)
(F) = Durchflussrate (in 3 / min)
Die Gesamtzykluszeit kann unter Verwendung von tcycle = tclosing + tcooling + tejection berechnet werden
Die Schließ- und Ausstoßzeiten von Spritzgussteilen können in Abhängigkeit von der Größe von Werkzeug und Maschine von einem Bruchteil einer Sekunde bis zu einigen Minuten dauern. Die Kühlzeiten, die den Prozess beherrschen, hängen von der maximalen Dicke des Teils ab.
Kosten
Die Kosten für die Herstellung von Spritzgießformen hängen von einer großen Anzahl von Faktoren ab, die von der Anzahl der Hohlräume, der Größe der Teile (und damit der Form), der Komplexität der Teile, der erwarteten Standzeit der Werkzeuge, der Oberflächenbeschaffenheit und vielen anderen Faktoren abhängen. Die anfänglichen Kosten sind groß, die Stückkosten sind jedoch niedrig, so dass bei größeren Stückzahlen der Gesamtpreis sinkt. Im globalen Wettbewerb haben Unternehmen mit einem ISO-Qualitätssystem normalerweise bessere Preise, da sie ihren Prozess gestreamt haben und weniger Fehler produzieren. Form Kosten Guidline.
Verschiedene Hohlräume der Form, unterschiedlicher Stückpreis des Teils, natürlich, Formkosten auch unterschiedlich.
Mehr Aushöhlungen der Formen, mehr Kosten würden höher sein, aber der Stückpreis des Teils wird billiger sein.
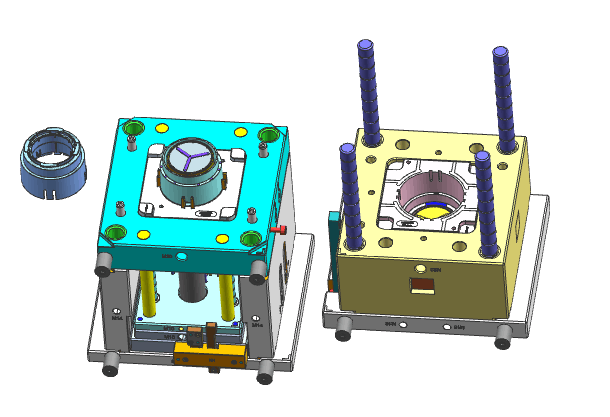
Sigle Cavity (1 * 1)
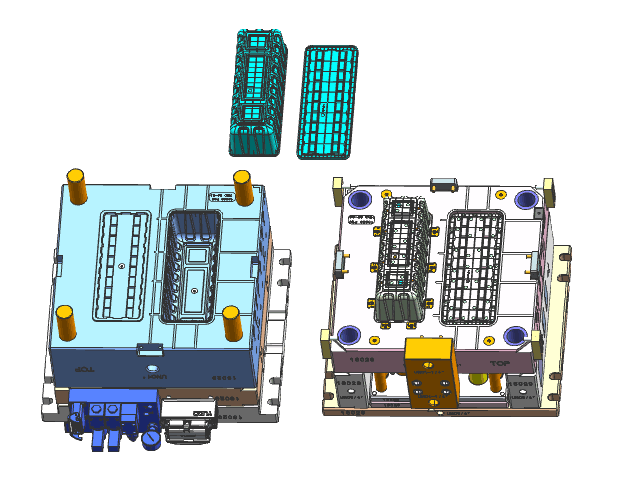
Zwei Hohlräume (1 * 2)
Vier Kavitäten (1 * 4)